حتی اگر بهترین رزین دنیا و پیشرفتهترین دستگاههای خلاء را در اختیار داشته باشید، یک طراحی ضعیف در فایل $CAD$ میتواند تمام زحمات شما را به باد دهد. در فرآیند وکیوم کستینگ (Vacuum Casting)، جزئیات طراحی تعیینکنندهی این هستند که آیا قطعه شما صاف و بینقص از قالب خارج میشود یا با مشکلاتی مثل «حبابهای سرگردان» و «تابخوردگی» ($Warping$) روبرو میشوید.
در این مقاله، ۷ استراتژی کلیدی طراحی برای تولید (DfM) را بررسی میکنیم که به شما کمک میکند نرخ ضایعات را به صفر نزدیک کنید.
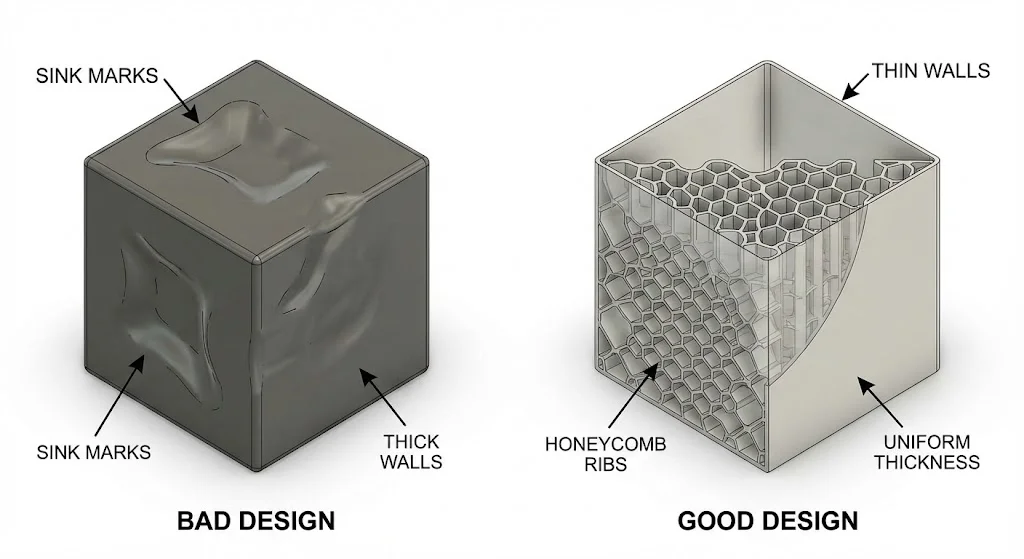
۱. جادوی ضخامت دیواره یکنواخت (Uniform Wall Thickness)
بزرگترین دشمن قطعات پلاستیکی در ریختهگری، تفاوت فاحش ضخامت در بخشهای مختلف است. بخشهای ضخیم دیرتر خنک میشوند و باعث ایجاد مکش در مرکز قطعه (Sink Marks) و در نهایت تابخوردگی میشوند.
- قانون طلایی: سعی کنید ضخامت دیوارهها را بین ۱.۵ تا ۴ میلیمتر نگه دارید.
- نکته فنی: اگر مجبور به طراحی بخش ضخیم هستید، آن را توخالی کرده و با استفاده از «ریبها» ($Ribs$) استحکام ببخشید.
۲. زاویه خروج (Draft Angle)؛ نجاتدهنده قالب سیلیکونی
بسیاری از طراحان تصور میکنند چون قالب سیلیکونی منعطف است، نیازی به زاویه خروج نیست. این یک اشتباه استراتژیک است! نبود زاویه خروج باعث ایجاد اصطکاک شدید هنگام خروج قطعه میشود که منجر به کشیده شدن و دفرمه شدن قطعه نهایی میشود.
- پیشنهاد: حداقل ۰.۵ تا ۱ درجه زاویه خروج برای دیوارههای بلند در نظر بگیرید. این کار طول عمر قالب سیلیکونی شما را هم دوچندان میکند.
۳. حذف گوشههای تیز با فیلتگذاری (Fillets & Radii)
گوشههای تیز $90$ درجه، محل تجمع تنشهای فیزیکی هستند. در وکیوم کستینگ، گوشههای تیز جریان حرکت رزین را مختل کرده و باعث به دام افتادن حبابهای ریز هوا میشوند.
- راه حل: تمام لبههای داخلی و خارجی را با شعاع حداقل ۰.۵ میلیمتر گرد کنید (Fillet). این کار باعث میشود رزین به آرامی و بدون تلاطم تمام منافذ را پر کند.

۴. طراحی هوشمندانه ریبها و ستونها (Ribs & Bosses)
برای افزایش استحکام، به جای افزایش ضخامت کل قطعه، از ریبها استفاده کنید. اما مراقب باشید:
- ضخامت ریب نباید بیشتر از ۶۰ درصد ضخامت دیواره اصلی باشد.
- اگر ریب خیلی ضخیم باشد، در نقطه اتصال به بدنه اصلی، شاهد نشست (Sink) و سایههای نوری ناخوشایند خواهید بود.
۵. مدیریت حفرههای کور (Blind Holes) و حبابهای هوا
در محیط خلاء، هوا تمایل دارد در بالاترین نقاط یا حفرههایی که راه خروجی ندارند گیر کند.
- استراتژی طراحی: اگر در قطعه حفرههای عمیق یا سوراخهای بنبست دارید، باید در فایل سهبعدی مسیری برای «هواکش» ($Vent$) پیشبینی کنید. در غیر این صورت، انتهای سوراخها همیشه ناقص یا پر از حباب خواهد بود.
۶. در نظر گرفتن ضریب انقباض (Shrinkage Factor)
رزینهای پلیاورتان پس از پخت، مقداری منقبض میشوند (معمولاً بین ۰.۱۵٪ تا ۰.۳٪).
- اقدام لازم: قبل از چاپ مدل اصلی (Master Model)، باید ابعاد فایل را به نسبت ضریب انقباض رزین انتخابی، بزرگتر در نظر بگیرید. بیتوجهی به این نکته باعث میشود قطعات شما در تستهای مونتاژ با قطعات دیگر جفت نشوند.
۷. استفاده از اینسرتهای فلزی (Metal Inserts)
اگر قطعه شما قرار است پیچ شود، طراحی مستقیم رزوههای پلاستیکی در وکیوم کستینگ ایده خوبی نیست.
- بهترین تمرین: در فایل طراحی، حفرههایی برای قرارگیری اینسرتهای برنجی یا استیل در نظر بگیرید. این اینسرتها قبل از تزریق رزین درون قالب سیلیکونی چیده میشوند و قطعه نهایی با رزوههای فلزی فوقالعاده مستحکم تولید میشود.
نتیجهگیری
طراحی برای وکیوم کستینگ به معنای درک رفتار مایع (رزین) و انعطافپذیری سیلیکون است. با رعایت این ۷ نکته، نه تنها کیفیت ظاهری قطعات خود را تضمین میکنید، بلکه هزینههای تولید را با کاهش نرخ خرابی به شدت پایین میآورید.صورت مگنتی آیفون خود را شارژ کنند.